黄浆水是浓香型白酒发酵的副产物,它呈棕黄色、粘稠,经分析知其微量成分如下:还原糖0.70%、淀粉1.70%、酸度5.30%、乙醇6.30%,乙缩醛11.98mg/100ml、糠醛0.738mg/100ml、正丁醇14.937mg/100ml、异丁醇0.737mg/100ml、甲酸0.79mg/100ml、乙酸17.15、己酸6.69、乳酸296,此外,还含有乳酸乙酯、己酸乙酯、辛酸乙酯等大量脂类及有机酸类,这些物质对提高大曲酒的风味起着十分重要的作用,另外,还含有大量经长期驯养的梭状芽孢杆菌,它是产生己酸乙酯不可缺少的有益菌种,若直接排放将对环境造成严重污染,若将该黄水二次发酵后再利用则可变废为宝,不仅可以减轻环境污染,而且利用其泼窖、养糟,可以起到养窖接种的目的,为下排发酵奠定基础,从而可以提高白酒质量,改变白酒风味,提高产品质量及优质品率。
黄浆水以前主要用来生产黄
文章来源华夏酒报水丢糟酒,即滴出的黄水泼入底锅,串蒸丢糟,即得丢糟酒,然后将该酒部分进行回酒发酵,这样处理黄水,并没有真正发挥黄水的用途,没有有效地利用黄水中大量的有益成分,将黄浆水二次发酵后再利用,可稳定提优率在30%左右,其经济效益非常可观,试验过程如下:
一、酯化条件实验
为了提高黄浆水酯化效率,我们对酯化条件进行摸索试验,经过一年多反复的试验和上千个分析数据的认真对比、讨论,优选出其酯化条件如下:
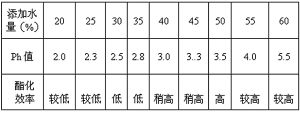
(1)酯化pH值,该pH值为黄浆水与水混合溶液的酸度。(见表1)
最后优选出了3.5-4.0范围的pH值,此时溶液酸度条件下黄浆水浓度50-55%左右。
(2)酯化酒精度选择。(见表2)其结果为选择8%最为合适。(3)酯化温度选择。(见表3)其结果分析知其最适酯化温度30℃-35℃。
(4)酯化时间选择。(见表4)
结果表明酯化20天以上均可达到理想效果,但考虑发酵周期后,选择30天酯化时间为宜。
(5)加曲量选择。(见表5)
经分析,知3%-5%的用曲量最合适。
经过以上酯化条件的试验,最后得出黄浆水酯化液配方及条件为:黄浆水55%、酒精8%、曲2%、pH3.5-4、时间30天、温度32-35℃。
二、生产应用试验
(1)把该发酵液倒入底锅,以每甑50公斤为宜,随糟直接蒸馏生产调味酒。或将该发酵液进行脱色处理后,可直接用作低档白酒的调味。
(2)泼入香醅,出池的香醅装甑时将酯化液均匀地泼入其中,上甑蒸馏,分段摘酒。其优级品率可提高14%以上。
(3)把该发酵液泼入窖池的池底及池壁,可保持窖的良好营养状态,减缓窖的退化,延长窖池的使用寿命。
(4)酯化液灌窖试验,将50公斤酯化液在发酵后期灌入池中酯化,把窖封严,以增加香醅中总酯含量,所含酒的己酸乙酯的含量将有较大的提高。
以上4种生产上的应用方法我们经过试验和大量数据分析知,应用该方法可以提高成品酒酯的含量,而泼回到窖内可以使窖泥微生物生活于一个恒定而适宜的环境中,从而保证了微生物总是处于生长稳定期,故我认为该法是科学的,值得推广的。
三、结果分析和讨论
(1)从我厂成功应用该技术后,使以前弃之不用的副产物变废为宝,增加了企业的经济效益。
(2)明显增加了酒中总酯含量,使酒质明显改变,提高了优级品率。
(3)减少环境污染带来了显著的社会效益,该技术不增加工人的劳动强度,且投资少,见效快,值得推广。




转载此文章请注明文章来源《华夏酒报》。
要了解更全面酒业新闻,请订阅《华夏酒报》,邮发代号23-189 全国邮局(所)均可订阅。
编辑:张怡