酒精被广泛应用于食品、化工医药、染料、国防等行业。酒精不仅可作为一种燃料,更是一种战略物资,世界上2/3的酒精被用作燃料。发展酒精不仅可以促进农业的可持续发展,并且可以作为清洁能源代替汽油或汽油添加剂,减少工业大气污染,保护环境,同时也可缓解原油进口的压力。
废水处理是发酵工业一直头疼的问题,这不仅增加了生产成本,甚至有时处理不好还会造成环境污染。酒糟不仅含有酵母没有利用完全的还原糖,而且含有不少糖化过程残留的大量残余总糖,甚至含有大量酵母生长所必需的营养物质。目前几乎所有的发酵行业对酒糟只是简单进行了沼气生产或转化为廉价的肥料,甚至有的直接排放,造成了极大的浪费,处理不好还会对环境造成污染。但如果能把发酵糟液中的营养物质回收利用,进行再生产,不仅可提高原料的利用率,降低生产成本,而且还可节约水资源和能源,提高其经济效益。
1 材料与方法1.1 酵母菌株和酶制剂
本实验采用的菌种为安琪耐高温活性干酵母,由湖北安琪酵母股份有限公司提供。黄鹂牌耐高温α-淀粉酶,酶活为20000u/mL;黄鹂牌高转化率糖化酶,酶活100000u/mL,酶制剂由山东隆大生物工程有限公司提供。粗制复合酶的成分与酶活为:蛋白酶11000u/g,木聚糖酶100000u/g,β-葡聚糖酶110000u/g,最适温度为42℃,最适PH5.0,由河南天冠集团提供。
1.2 原料
原料主要为泰国进口的木薯和国内甘薯。本研究全部采用干木薯原料,木薯干淀粉含量70%左右,支链淀粉含量为17%,直链淀粉含量83%。
1.3 原料的配比粉碎与蒸煮糖化
原料和水的比例为1:2.8,物料经粗碎与细碎两个过程后输送进入拌料罐。
主要采用中温蒸煮工艺,工艺条件为用耐高温淀粉酶(100℃-105℃),酶用量5u/mL,105℃,90min。糖化的目的:因为淀粉蒸煮后淀粉糊化成的溶解状态还是不能够被酵母直接利用发酵产酒精,需要经糖化酶糖化转化为可发酵性糖。高转化率糖化酶用量为160u/mL-170u/mL,温度60℃,搅拌10min,静置20min,最后还原糖浓度达到8.0%,糖化过程完成。
1.4 酒精发酵工艺1.4.1 发酵原理
采用多级连续发酵法,将10个罐组成连续发酵罐组,各罐连续方式是从上一罐上部流入下一罐底部。投产时,先将酒母打入第一罐,同时加入糖化醪,在保持该罐主发酵状态下,流加糖化醪至满,然后自动流入第二罐,在保持两罐主发酵状态下,流加进入第三只发酵罐,在保持三罐主发酵状态下,向第三只罐同时加入糖化醪,待第三罐流加满后,自然流入第四罐,直到末罐。
1.4.2 发酵过程
发酵罐进料后调酸到PH4.2-4.7,发酵总周期:木薯60h-62h。主要分为3个部分:前酵期:入罐时温度28℃-30℃,时间9h-11h,主要是菌体生长。前两只发酵罐一直处于前酵期。主酵期:温度保持在33℃-35℃,时间11h-13h,是产酒精发酵的关键时期。后酵期:温度比主酵期低,为31℃-33℃,时间36h-38h。
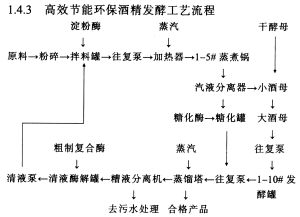
1.4.3 高效节能环保酒精发酵工艺流程(附文后)
1.5 酒精发酵醪的成熟指标1.5.1 还原糖和总糖的测定
还原糖测定采用DNS(3,5-二硝基水杨酸比色定糖法)法。发酵醪中的总残糖量测定根据Saha等人所用的方法:取10mL发酵醪,加10mL25%HCI和30mL蒸馏水混合均匀,在100℃水浴中水解3h,水解液调至中性,然后用DNS法测定水解液中的还原糖。
多级连续发酵法成熟发酵醪还原糖浓度在0.3%以下,总糖在0.8%以下。
1.5.2 酒精含量测定与蒸馏
发酵液中乙醇浓度的定量分析法用酒精比重计测定法。多级连续发酵法工艺过程成熟发酵醪酒精浓度在9.0%-9.5%。
发酵醪成熟后开始放罐进入蒸馏工序,蒸馏工序采用汽相过两塔蒸馏的方法。成熟的发酵醪在蒸馏工序完成后,进行酒精产品的提纯和糟液的分离工作。
1.6 废液处理重新应用生产1.6.1 发酵残液(酒糟)处理
酒糟通常酸度很高,有时含有不溶性沉淀物,过滤除杂后调PH5.0,调温度为42℃,按1%比例加入粗制复酶水解2h,粗制复合酶不仅可以水解原料中的残余总糖,还能部分水解纤维素和葡聚糖,还可水解发酵液中的蛋白质,释放出更多的游离氮,更重要的是对酵母进行水解破碎,释放出更多的营养物质。
1.6.2 水解液与原料的配比
酒糟水解后,酵母被复合酶水解破碎,释放出大量的营养物质,因此酒糟不仅可以作为添加拌料,也含有较多营养物质。
2 结果与分析
2.1 高效节能环保酒精发酵工艺流程控制关键
2.1.1 释放速度与发酵罐的数量问题
多级连续
文章来源华夏酒报发酵法中,各罐基本上处于基本稳定状态。根据蒙阴天久酒业的实践,每小时进醪60m3,流加罐总容积为500m3,稀释浓度太大,虽然营养成分较好,酵母繁殖快,但酵母来不及积累就流走,不能保持发酵罐内相对发酵的稳定,稀释速度太低,造成设备利用率低,不利于生产的循环。
在发酵罐组中,除前几罐流加发酵外,后面还要配置适量的罐作为后发酵用,并使前后发酵罐之间的醪液保持一定的浓度梯度。天久酒业共采用了10只500m3发酵罐,流加速度为60m3/h。2.1.2 发酵醪PH与温度控制
适当降低发酵醪中PH的合理控制,是阻止多级连续发酵杂菌污染的主要措施。连续发酵要求无菌条件非常严格,PH应控制在4.2-4.7为宜。但PH值太低,不但会抑制杂菌的繁殖,同时也会抑制酵母的繁殖和代谢,还会使糖化酶钝化,影响发酵结果。
多级连续发酵法中,酵母繁殖温度为27℃-30℃,发酵温度为33℃-35℃,如果温度高于40℃,酒精发酵很难进行。产酸细菌繁殖最适温度为37℃-50℃,因此高温发酵易被细菌污染。
2.1.3 关于发酵醪浓度问题
酒精发酵要求在一定浓度的糖化醪中进行,醪液浓度的高低直接影响到生产业绩。糖化醪浓度稀,虽然有利于酵母的生长代谢,能提高出酒率,但是浓醪发酵却能提高设备利用率,节省水、电,降低生产成本,增加产量。因此,生产上建议尽量采用浓醪发酵。天久酒业糖化醪发酵浓度为8%,成熟醪酒精含量在9.3%%Vol。2.2 酒糟的营养成分与利用分析
酒糟是发酵成熟醪蒸馏后的废液。平均每吨木薯酒糟干物质含量3%-10%,主要成分为蛋白质,可溶性氮的含量为总氮的15%-20%,还含有纤维素、聚戊糖、灰分、脂肪、丰富的B族维生素及酵母生长因子等。
酒糟的酸度较低,蛋白质的含量,尤其以游离氮的含量较高,酒糟不仅能够调酸,同时大量的游离氮节省了发酵过程中氮的添加,而且可使原料中糖的利用更加完全,提高了原料的利用率,甚至丰富的生长因子还会促进酵母生长,缩短发酵时间。更重要的是,避免了产生大量的工业废水,大大节约了生产成本。
2.3 高效节能环保酒精发酵工艺酒糟的水解及利用
2.3.1 酒糟回收利用的水解条件及酶量的确定
发酵残液水解曲线(见图1),用粗制复合酶的目的为水解破碎酒糟中酵母细胞,释放出细胞中的游离氮及生长因子,并对酒糟中的蛋白质进行水解,同时也水解残糖总糖及纤维素,达到最大量释放出酒糟中的营养物质。
酒糟通常酸度很高,有时含有不溶性沉淀物,过滤除杂后,一部分可适合于糖化醪调酸,另一部分用于水解重新利用,调PH5.0,调温度为42℃。由图1可知,随着酶浓度的提高,还原糖的浓度也在不断地提高,但酶浓度添加到1%时,还原糖的浓度升高接近稳定并达到0.65%左右,因此在发酵中一般选择的浓度为1%。
2.3.2 水解液与原料配比的确定
水解液的还原糖浓度约在0.65%,1t原料大约产生3.8t左右的水解液,其中还含有大量的可溶性氮、生长因子等大量营养物质。通过各种因子的作用,在多次实验的基础上,确定水解液与原料的最佳配比为2.8:1。
2.4 高效节能环保酒精发酵工艺对原料的影响
传统多级连续酒精发酵工艺每吨木薯配料比一般在1:2.9左右,平均每吨木薯产生酒糟大约为3.8t,在合适的发酵条件下,酒糟中还原糖占0.3%,淀粉0.46%,残总糖0.8%,而且含有大量的酵母和蛋白质,把残液粗滤后调PH5.0,加1%的粗制复合酶水解,水解后水解液大约3.8t,其中还原糖占0.64%,原料利用率由原来的75%提高到77%,原料利用率提高了近2%。
2.5 高效节能环保酒精发酵工艺对水利用和废水处理的影响
传统多级连续酒精发酵工艺大约每吨木薯产生酒糟3.8t,使用高效节能环保酒精发酵工艺后,平均每吨木薯仅产生废水1.5t左右,水利用率由原来的11%提高到近60%,废水处理量大大降低,且大部分为固形物,废水处理成本仅为原来的1/3,平均每吨木薯废水处理成本节约30元。
2.6 高效节能环保酒精发酵工艺对酒精生产的优化
传统多级连续酒精发酵工艺在发酵条件良好的条件下,平均每吨木薯产酒量在0.371t左右,使用高效节能环保酒精发酵工艺后,由于原料的循环利用,平均每吨木薯产酒量在0.386t左右,而且主发酵期缩短1h左右,提高了原料的利用率并加快了发酵进程。
2.7 高效节能环保酒精发酵工艺对经济效益的提高
采用高效节能环保酒精发酵工艺后,废水处理成本仅为传统发酵工艺的1/3,平均每吨木薯节省30元,在酒糟重新利用后,平均每吨木薯产酒量增加了0.015t左右,但工艺中增加了酒糟的水解工艺和粗制复合酶的添加,经多次发酵生产,平均每吨木薯提高经济效益在50元左右。
3 结论
3.1 采用高效节能环保酒精发酵工艺,对酒糟水解重新利用,酒糟过滤除杂后,用粗制复合酶重新水解,作为营养液加入到拌料罐重新回收发酵。
3.2 结果证明,原料利用率提高了2%,水利用率提高了50%,而且污水处理成本大大降低,能源利用率也得到提高,木薯平均提高经济效益50元/t。大大优化了酒精的发酵生产,对原料、水、能源的利用极为完全,尤其是使发酵过程的废水产生量和处理量极低,大大节省了废水的处理成本。

转载此文章请注明文章来源《华夏酒报》。
要了解更全面酒业新闻,请订阅《华夏酒报》,邮发代号23-189 全国邮局(所)均可订阅。
编辑:张怡